Abstract
To date materials such as Nylon and Hytrel® have been used as tight buffering materials for fibre optic applications. Market trends have pushed the needs for halogen free, low smoke, fire retardant compounds to be considered for fibre optic applications including tight buffering. The main objectives of the project covered by this paper are to evaluate the processing characteristics of an appropriate halogen free tight buffering Megolon™ Compound (D78) and study in detail all physical aspects of the compound in terms of properties. Key performance parameters investigated and discussed in the paper are strippability, surface quality and changes in attenuation. |
Introduction
Halogen free, low smoke, fire retardant compounds are widely accepted in communication constructions1 as a sheathing material. The benefits are well established in terms of safety issues in reducing smoke emission, low levels of toxic fumes and resistance to fire propagation. It is these benefits that have further pushed the market needs to remove more non-retardant polymer systems from existing cable constructions. The objective of this study is to replace Nylon and Hytrel® buffering materials with a new generation of halogen free, fire retardant, low smoke tight buffering compound. The resultant multi-fibre optical cable constructions have an enhanced fire performance when tested to IEC 60332 part 3C8. Additional benefits other than fire performance include strippability, the new Megolon™ D78 being much more user friendly in this area, which is an important feature during installation and terminating. Other key features include low shrinkage, improved processability and no stress whitening.
Traditionally halogen free products have been difficult to extrude. The key issue here is the higher viscosity of these compounds compared to typical polymeric systems used for buffering and insulation applications. The processing characteristics of this new generation compound have been evaluated at Nextrom's R&D facility in Vantaa, Finland. All extrusion tests were carried out on a 30mm extruder with an L/D ratio of 24/1. Several aspects of the process were evaluated in detail. These were tooling, in terms of type and size, temperature profile, draw down ratios, pay off tension and distance between cross head and cooling trough.
One single mode fibre was buffered with Megolon™ D78 and analysed in terms of attenuation capability. Tests at Helkama's factory in Hanko, Finland were carried out in the temperature range from -40°C to +70°C. The performance across this temperature range is a critical feature of the cables overall performance; data created will be featured within the paper.
Figure 1 illustrates some of the most popular designs, which can be based on halogen-free, fire retardant (HFFR) buffers. The Simplex and Duplex type cables are usually used for last metre connections in optical networks. The larger distribution and break out cables are predominantly used in vertical and horizontal assemblies.
Physical properties
Thermo-mechanical properties
Recent work by CENELEC, the European Committee for Electrotechnical Standardisation, has resulted in the publication of a new harmonised specification covering halogen free, flame retardant, thermoplastic sheathing compounds for use in the construction of communication cables.
|
Figure 1: Example of buffer designs
|
In Table I we compare the thermo-mechanical properties of Megolon™ D78 to the requirements of this specification, which has been given the designation HD 624 Part 73. Particularly interesting are the excellent high and low temperature performances of Megolon™ D78 showing that the compound is eminently suitable for use in cables to be installed in environments of widely varying conditions.
| Properties |
HD 624 Part 7 |
Megolon™ D78 |
Tensile Strength |
9 MPa (minimum) |
14.5 MPa |
Elongation at Break |
125% (minimum) |
320% |
After ageing for
7 days at 100°C:
T.S. variation
E@B value
E@B variation |
±30 % (maximum)
100% (minimum)
±30 % (maximum)
|
+5%
273%
-15% |
Heat Shock
130°C for 1 hour |
Pass (no cracks) |
Pass (no cracks) |
Cold Bend
At -15°C |
Pass (no cracks) |
Pass (no cracks) |
Cold Elongation
At -25°C |
20% (minimum) |
230% |
Hot Pressure
80°C for 4 hours |
50% |
10% |
Table I: Thermo-mechanical properties
Oil resistance
It is customary to measure the performance of cable making compounds in both ASTM No 2 and Diesel oils at both ambient and elevated temperatures. These tests are not called for in HD 624 Part 73, but often form a part of the individual cable specifications. The results documented in Table II confirm that Megolon™ D78 possesses the degree of oil resistance that is customary for a zero halogen, flame retardant sheathing compound.
| Oil |
Retention of Tensile Strength |
Retention of Elongation at Break |
ASTM No. 2
7 days at 23°C |
95% |
105% |
ASTM No. 2
4 hours at 70°C |
80% |
95% |
Diesel
7 days at 23°C |
75% |
85% |
Diesel
4 hours at 70°C |
20% |
85% |
Table II: Oil Resistance
Fire performance
Smoke emission
The ASTM E662 test method4 was used to assess the smoke emission of Megolon™ D78. Figure 2 shows the results for the non flaming mode carried out on 1.5mm thick plaque samples.
Figure 2: Smoke (non-flaming mode)
It can be seen the smoke emission has been compared to a general purpose PVC sheathing compound and three previous generation LSF sheathing compounds (Megolon™ Compounds S300, S560 & S500). It can be seen Megolon™ D78 exhibits results comparable to Megolon™ S500, a well established general purpose halogen free, low smoke, fire retardant compound. As expected a much lower volume and rate of smoke generation was observed in Megolon™ D78 when compared to that of PVC.
Combustion gases and toxicity index
The most common methods of test for the quantities of acid and corrosive gases evolved during combustion are now grouped together in IEC 607545. The toxicity of the gases is evaluated using the NES 713 method6. The index produced is computed by measuring the concentrations of 12 selected gases evolved under the specified fire conditions. Table III shows the results of these tests ranged against the generally accepted cable industry standard. Again these demonstrate the acceptable level of performance of Megolon™ D78.
| Properties |
D78 |
Standard |
Acid gas emission (%) |
Zero |
0.5 maximum |
pH |
5.4 |
4.3 minimum |
Conductivity (µS/cm) |
7.2 |
100 maximum |
Toxicity Index |
0.49 |
5 maximum |
Table III: Combustion gases analysis
Cable fire tests
All constructions listed in Figure 1 have been designed with halogen free, low smoke, fire retardant materials to meet the following cable fire tests. In each case the tight buffer is Megolon™ D78.
-
IEC 60332 part 1, single wire, vertical flame test7 - the maximum height of the cable charred or affected as measured from the point of flame application < 50 cm.
-
IEC 60332 part 3, category C, designation F - large scale vertical fire test for bunched wires or cables8 - the maximum height of the cable charred or affected as measured from the bottom of the burner <2.5 metres (in front of the cable group).
Water absorption
A critical feature of Megolon™ D78 is its water absorbance properties. Megolon™ D78 was soaked in water for 10 days at 70°C as documented in IEC 60811-1-32. The results of this test are shown in Figure 3 along with values for a PVC sheathing compound, and three commercially available LSF sheathing compounds (Megolon™ S300, S500 & S560). The graph clearly demonstrates the advancements over PVC and earlier generations of LSF materials.
Figure 3: Gravimetric water absorption
Processing
The processing characteristics of Megolon™ D78 were investigated on a 30mm extruder fitted with a modified Q15 screw. Other basic components of the line included: fibre pay off, fibre pre-heater, ECH 4/6 cross head with conical melt distributor, cooling trough and continuous dual take up with integrated capstan.
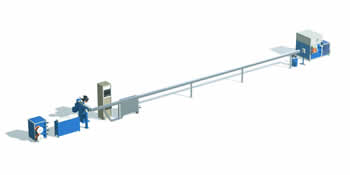
Figure 4: Schematic test line configuration
Process parameters evaluated were:
1. Pay-off tension;
2. Extruder temperature profile;
3. Extruder tooling;
4. Draw down ratio;
5. Air gap between cross head and cooling trough.
Specific attention was paid to compound strippability, surface quality and attenuation. A summary of the optimum settings is presented in Table IV.
| Parameter |
Value |
Pay-off tension |
120g |
Temperature profile (°C) |
140-150-160 / 165-165-170
Barrel / head |
Draw down ratio |
1.78 |
Air gap |
250mm |
Table IV: Optimised process parameters
Of particular interest is the influence of the distance between cross head and cooling trough on strippability. As this distance is extended an increase in adhesion between the fibre and buffer was noted. A simple experiment was carried out to consider the effect of varying this distance on attenuation. Two distances were compared, 50 and 250mm. Table V presents the attenuation values after the tight buffering process.
| |
Fibre before buffering |
Reel 1
(Air gap 50mm) |
Reel 2
(Air gap 250mm) |
Attenuation |
0.20 dB/km |
0.22 dB/km |
0.21 dB/km |
Table V: Attenuation Values
To determine the most appropriate temperature profile consideration must be given to the diameter stability of the buffered fibre. The stability must also be maintained when speeding up or slowing down the line to reduce costs incurred from scrap material. With a usual tolerance setting of less than 0.5mm other factors such as screw profile and tooling also play an important part. Tooling in particular can assist in reducing the phenomena of die drool.
During start up melt strength plays an important part in the process. Megolon™ D78 has a sufficiently high melt strength to enable the material to be threaded up as an empty tube, whilst at the same time not being too viscous as to impart excessive load on the extruder motor. Other less viscous materials may need the fibre to act as a support for threading, resulting in expensive scrap each time the line is started. Figure 4 illustrates the melt flow index compared to that of several existing LSF compounds.
Figure 4: Melt flow index (21.6kg / 150°C)
The graph shows the advances made over earlier generation materials such as S300 and S500 in terms of ease of processing whilst matching the processing performance of later generation compounds such as S560.
Attenuation values
Tests were carried out on a Simplex constructed fibre optic cable using Megolon™ D78 as the tight buffer (see Figure 1). The attenuation testing on the fibre optic cable was conducted at Helkama's factory in Hanko, Finland. Tests were carried out across a range of temperatures from -40°C to +70°C. This temperature range is a critical feature of the cables overall performance, data recorded is illustrated in Table VI.
| Temperature |
+20°C |
-15°C |
-45°C |
+30°C |
+70°C |
| 1st cycle |
0.238dB/km |
0.251dB/km |
0.394dB/km |
0.240dB/km |
0.253dB/km |
| 2nd cycle |
0.251dB/km |
0.250dB/km |
0.357dB/km |
0.235dB/km |
0.251dB/km |
Table VI: Temperature cycle, attenuation values
The above values are the first indications that D78 supports the overall cable performance in terms of attenuation. When using Nylon or Hytrel® it is normal to coat the buffer with an acrylate to enhance resistance to moisture, which if not undertaken can have a dramatic affect in terms of poor attenuation values. In the case of Megolon™ D78 this is not necessary, the values recorded in Table VI support this fact.
The continued evaluation of optical attenuation of the cable in relationship to water, which currently is looking favourable, will be maintained and be reported in a future paper.
Conclusion
Megolon™ D78 has provided an acceptable solution for tight buffering of fibre optic cables. Performance benefits include excellent moisture resistance, which supports good attenuation values on the finished cable. |
|
Improved strippability is a key feature of D78 compound, easing terminating during installation. Minimum shrinkage of the tight buffer across the temperature range -40°C to +70°C provides an additional positive effect on the attenuation performance covering a wide application environment. Megolon™ D78 supports the markets needs for a good halogen free, low smoke, fire retardant tight buffer coating for fibre optic cables.
Authors
Mr Matthew Procter and Mr Joe Preston, Scapa Polymerics, UK
Mr Jari Nykanen and Dr Tommi Vainio, Nextrom OY, Finland
Mr Tapio Salo, Helkama Bica OY, Finland
References
1. Dr J. Taylor, et al.: Sheathing power and telecom cables, IWCS, November 1992.
2. BS EN 60811:1999, Insulating and sheathing materials of electric cables - Common test methods.
3. CENELEC HD 624.7 S1, Materials used in communication cables. Part 7: Halogen free flame retardant thermoplastic sheathing compound.
4. ASTM E 662-83, standard test method for Specific Optical Density of Smoke generated by solid materials.
5. IEC 60754-1:1982 and IEC 60754-2:1991, Test on gases evolved during combustion of electric cables.
6. Naval Engineering Standard 713, Determination of the Toxicity Index of the products of combustion from small specimen of materials.
7. IEC 60332-1:1993, Tests on electric cables under fire conditions. Method of test on a single vertical insulated wire or cable.
8. IEC 60332-3:1992, Tests on electric cables under fire conditions. Tests on bunched wires or cables.
Hytrel® is a registered trademark of Dupont.
|

