Abstract
Non-lead and heavy-metal-free (HMF) stabilised polyvinyl chloride (PVC) compounds present a viable material alternative to vinyl lead-based systems for wire and cable applications. This paper discusses the trends driving the use of these non-lead and HMF materials in applications where there is human contact such as with telephone and extension cords, appliance cable, and others. Lead is a widely and safely used stabiliser in wire and cable systems where there is minimal human contact with out-of-reach materials, such as those used for fixed cable installations. However, through the 1990s, regulations such as California's Proposition 65 and public reaction to the issue of lead content in consumer products have put pressure on wire and cable manufacturers to reduce the lead content in cable applications where there may be human contact. |
This paper reviews the regulations and factors influencing public perception driving the use of the materials, as well as the chemistry of non-lead and HMF stabilisers. The economic impact on manufacturers switching to non-lead and HMF systems will be reviewed, as well as current developments in vinyl, non-lead wet-rated systems.
Introduction
Vinyl compounds for wire and cable
Polyvinyl chloride (PVC or vinyl) compounds are in general used both as jacketing and insulation for wires and cables. Vinyl offers:
- Good recycleability;
- Inherent flame retardancy;
- Good electrical properties;
- Good chemical resistance;
- Relatively low cost.
Vinyl has the ability to be processed at high speed and can be formulated to exhibit a wide range of physical properties including flexibility and abrasion resistance. The material easily conforms to a profile under heat. Vinyl will degrade, however, if subjected to too much heat for too long a time and thus requires a stabiliser.
Lead as a stabiliser in vinyl compounds
Heat stabilisation in flexible vinyl has historically been dependent on lead, allowing the vinyl to be extruded without degrading. The two most common forms of lead stabiliser are tribasic lead sulphate (TBLS) and dibasic lead phthalate (DBLP). TBLS, a toxic yellowish or white powder, is the most commonly used lead-based vinyl stabiliser, as it is low in cost and highly effective. Dibasic lead phthalate is more expensive than TBLS, and like the tribasic form, is toxic. However, it is more effective at higher temperatures.
Issues with the use of lead
Lead, its compounds, and its salts have long been strictly controlled by many regulations that cover workplace exposure, water pollution, waste disposal, and air pollution. Lead has a cumulative adverse effect on humans over time, and with enough accumulation, causes damage to internal organs, including the reproductive, nervous, and digestive systems, and kidneys. In short, in applications where wire and cable can come into human contact - as opposed to applications such as building cable, buried transmission cable, or other wiring well out of the reach of people - lead brings potential costs and hazards. Applications where human contact could be expected include flexible lamp and appliance wiring, exposed telecommunications wire and cable, extension cords, and the like.
If that were not enough, there is some indication that the use of lead even in out-of-reach wire and cable may be restricted in the future. Widespread recent publicity about lead in vinyl window blinds and the subsequent recall of those products has amplified public awareness of the use of lead stabilisers in vinyl. California's Proposition 65 (The California Safe Drinking Water And Toxic Enforcement Act) continues to receive publicity; it mandates strict regulatory controls over lead. In fact, some manufacturers of wire and cable have been petitioned by a California law firm stating that their products violate this act. This act requires the Governor [of California] to publish a list of chemicals that are known to the State of California to cause cancer, birth defects, or other reproductive harm. Agents that cause cancer are called carcinogens; those that cause birth defects or other reproductive harm are called reproductive toxicants. This list must be updated at least once a year. Over 700 chemicals have been listed as of March 10, 2000.
Proposition 65 imposes certain controls that apply to chemicals that appear on this list. These controls are designed to protect California's drinking water sources from contamination by these chemicals, to allow California consumers to make informed choices about the products they purchase, and to enable residents or workers to take whatever action they deem appropriate to protect themselves from exposures to these harmful chemicals.[1]
Needless to say, lead content has become highly problematic in California for any firm selling wire and cable. Lead is perhaps the most prominently banned substance under Proposition 65, even while activities surrounding other chemicals and compounds, with more hotly disputed toxicity, is sporadic. It should be noted that European standards are as rigorous or more rigorous than California's.
Less of a threat to human health is the fact that vinyl compounds containing lead (or cadmium - see below) stain in the presence of sulphide. Consequently, vinyl covered cables buried in soil containing sulphides will change to a black colour over a relatively short time. Non-lead alternatives such as barium/zinc or cadmium/zinc stabilisers will overcome this problem.
Alternatives to lead: barium, cadmium and calcium/zinc
Stabilised compounds without lead have been available for many years. Among the earliest were barium/cadmium blends or cadmium by itself. However, growing concerns over cadmium have shifted the focus to barium/zinc or calcium/zinc compounds. Because barium, as a heavy metal, is ruled out when customers specify stabilisers be entirely heavy metal free, calcium/zinc is emerging as the preferred alternative.
There are trade-offs to the use of heavy-metal-free compounds. The first is moisture resistance. In the North American wire and cable market, THHN, TWN, TW75 and TW types are wet-rated. Each type is required to meet UL® or CSA standards for long-term insulation resistance to moisture. Because lead chloride is relatively insoluble, lead-stabilised compounds have performed well in the wet rating tests, contrasting with barium/zinc or calcium/zinc compounds, which perform less well.
The second trade-off is cost - lead substitutes can increase the cost of raw material by 2-4%, particularly if heat stability equivalence to lead is required. On the other hand, non-heavy-metal formulations with cost similar to lead formulations show lower stability performance compared to lead-based formulations.
Performance of calcium/zinc versus lead
Since 1994, PolyOne has used calcium/zinc in jackets for a range of low-voltage power cables and for moulding compounds. Development in this area focused on formulations that provide stability similar to lead using calcium/zinc. The materials were subjected to two tests: static oven testing at 200°C and dynamic thermal stability testing using a Brabender® Plasticorder at 205°C. Static stability was determined by gauging colour shift in the compounds under test at intervals in time (Figure 1).
Static tests visually compared samples as a means of gauging degradation. Comparisons were made between lead-compounded and non-lead vinyls, as well as between types of barium or zinc-bearing non-lead compounds vs. other types of non-leaded formulations. Dynamic tests used two counter-rotating rotors to induce shear or work heat, in addition to external heat within the test chamber. Rotor torque is measured to determine compound stability. A high torque load is placed on the rotors when the material is introduced into the chamber. Then, as the material fuses, torque falls to equilibrium. As degradation occurs, cross-linking causes the compound to lose plasticity, and torque values rise. Torque values are plotted vs. time, and comparisons can be made by noting the time at which compounds start to break down (Figure 2). |

Figure 1: In static tests comparing lead-bearing compounds (column 1, labelled "STD") and 4 non-lead bearing compounds, degradation is revealed by darkening colour. Heat soak at 200°C is applied in 10-minute intervals from 0 to 120 minutes |
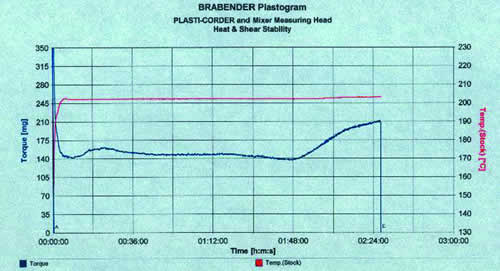
Figure 2: Dynamic test plots of a lead-bearing cable jacket compound rated at 60°C subjected to dynamic stability tests at 205°C and 100 RPM. The darker lower curve shows torque readings, while the upper lighter curve shows temperature. The torque curve drops dramatically as the compound reaches its melt temperature a few minutes into the test, then rises again at 1:48 as degradation begins
Objective: achieve the performance of lead
Current research focuses on non-lead alternatives that match - or provide similar performance to - lead-based stabilisers, with minimum economic impact. If formulations have 4 or more parts per hundred of a lead-based stabiliser, it will very likely be possible to replace lead 1:1 (or even reduce the additive level) with a non-lead replacement. The resulting formulations should be able to be processed using conventional manufacturing equipment without difficulty.
Such new stabilisers will be acceptable once it is proven in performance to the satisfaction of users and that it does not impact physical properties or carry a high cost. Figure 3 shows the results of some of this testing. Figure 4 shows a second Metrastat test with even more promising results.
Additional recent research using dynamic testing underscores the promise of lead-free formulations with heat behaviours close to lead. Figures 5A and 5B show the results of testing two representative types
.Comparison of barium/zinc and calcium/zinc formulations show promise as well (Figure 6). Finally, new formulations have begun to approximate the ability of lead-based formulations to resist moisture and water. Figure 7 shows the results of one such set of tests. |
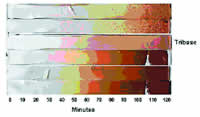 Figure 3: Series of static trial formulations as tested in a calibrated Metrastat oven. Third bar from the top is tribasic lead, used as a control sample. Note the relatively smooth behaviour of non-lead test samples up to 60 minutes and beyond
Figure 3: Series of static trial formulations as tested in a calibrated Metrastat oven. Third bar from the top is tribasic lead, used as a control sample. Note the relatively smooth behaviour of non-lead test samples up to 60 minutes and beyond |
Process implications
Historically, lead stabilisers have allowed vinyl manufacturers of wire and cable a wide margin for equipment idling during downtime. Material traditionally has been left in the extruder with minimal degradation during tooling changes, breakdowns, and other stoppages. This relatively relaxed processing may have to be more closely watched with less efficient stabilisers, a downside to replacing lead, as long heat soak could result in the decomposition of product in the extruder. There are cost trade-offs as well. Compounds formulated with non-lead stabilisers to provide heat stability equal to lead will cost more than the lead-based compounds. Formulating the vinyl to meet lead-based stabiliser costs may result in lower heat stability (Graph 1).
|
Figure 4: Metrastat bars for a higher temperature-rated series of formulations, with tribasic lead control sample third from top. Some samples show minimal degradation at 100 minutes and beyond
|
^ Figures 5A and 5B: Pinches from dynamic testing show similar thermal behaviours for lead ("Dythal" and "Tribase" rows) and non-lead formulations
Figure 6: Static stability comparison at 200°C of calcium/zinc versus barium/zinc Stabilised 90°C CSA jacket. Column 1 is calcium/zinc; column 2 is barium/zinc |
Graph 1: Relative Costs of Alternative Cable Jacket Compounds
|
However, processors need to be aware that the cost of materials alone does not give the full picture. Handling and processing costs attributable to lead can be high. For example, production floor housekeeping has associated training and equipment costs. Recycling of lead-based compounds is restricted to the immediate processing plant only, whereas non-lead-based formulations are fully recyclable. Finally, in markets with stringent regulatory controls, there is a cost associated with lead in regard to sales lost or restricted.
| Opacity
An issue that poses no functional problem is that of opacity. Lead-based vinyl compounds are more opaque than non-lead vinyl compounds - a consideration when applications require opacity for aesthetic reasons. Lead's inherent whitening property can be matched, but only with additional filler content, such as titanium dioxide, which may result in increased costs.
The future of stabilisers for wire and cable
There is a marked trend toward increased use of non-lead stabilisers, and the impetus for this change in the wire and cable industry is gathering momentum. In the Americas, as in Europe, the trend is to move directly to calcium/zinc, bypassing barium/zinc as an interim solution. Fortunately, experimental results have begun to show that the demand for long-term insulation resistance properties in a calcium/zinc system will be met.
In addition, non-lead vinyl compounds dovetail with so-called green initiatives, as these compounds are fully recyclable using all recycling methodologies. As recycling continues to grow world-wide, this will become an even more important consideration.
|
Figure 7: Graph demonstrating the differing electrical performance of non-lead stabilisers in wet-rated compounds as measured on plaques. Plaques are immersed in water at elevated temperatures and measured at intervals in time. While results do not correlate with long-term insulation resistance tests on cable, such testing can be used to screen stabilisers before moving to long-term testing
|
Conclusion
More and more, non-lead stabilisers and non-heavy-metal stabilisers are becoming the solution of choice. As volume increases and demand rises, costs should fall. The result is good-performing replacements for lead that are cost effective in the majority of vinyl applications for wire and cable.
About the author
Mr John Grant is Technical Service and Development Manager, PVC Compounds, Wire and Cable Americas, PolyOne. Prior to the merger of Geon Company and M.A. Hanna Company into PolyOne Corporation in September 2000, Grant was Technical Service Manager for Geon since 1998. Prior to this position, beginning in 1991, Grant worked with Synergistics Industries Ltd. as Technical Manger for Wire and Cable Compounds in Canada. Previously Grant held various technical positions with Pirelli Cables and Delta Crompton Cables, now Draka Cables, beginning in 1984. Grant graduated from Llanelli Technical College (United Kingdom) in 1975 with certificates in general engineering and electrical and electronic engineering.
Reference
[1] "Proposition 65 in Plain Language," from the web site for the California Office of Environmental Health Hazard Assessment, the group charged with enforcing the proposition.
Website: www.oehha.org/prop65/background/p65plain.html.
|
