TECHNICAL ARTICLE:
| Precise, Economical, and Future-Oriented Drawing and Annealing Systems for Non-Ferrous Metal Wires | ||||||||||||
| By: Maschinenfabrik Niehoff GmbH & Co. KG, Germany | ||||||||||||
Introduction More and more applications require wires which must fulfil rigorous quality requirements. Accordingly, the wire drawing machinery for the manufacture of these high-tech wires must meet very high standards of precision, reliability, durability, and flexibility. The machines and lines are also expected to work with the lowest possible operation costs. Maschinenfabrik Niehoff GmbH & Co. KG, Germany, a leading manufacturer of machinery for the wire and cable industry, has developed wire drawing systems for nonferrous metal wires and also offers practice-proven machinery for bare and tinned copper wires, copper alloy wires, aluminium wires, and aluminium alloy wires. The machinery range covers all production steps from wire rod drawing through multi-wire drawing to fine and super fine wire drawing, including in-line annealing and plating systems. Continuous development of drawing and annealing technology Rod breakdown drawing machines with electronically controlled single capstan drives, for minimising slippage, and multi-wire drawing machines are considered to be state-of-the-art in copper wire production. But these hold even greater importance for the production of aluminium, aluminium alloy, and copper alloy wires. Since these materials have their own particular properties, they make it impossible to use the techniques employed so successfully with copper wire. For example, allowance must be made for the fact that aluminium and aluminium alloys have a tendency to oxidise very quickly at high temperatures in the presence of air and moisture. Therefore it is necessary that the annealing be performed in a protective atmosphere. Annealer design must also take into consideration the electrical and thermal conductivity of the wire material. Minimised-slip wire rod drawing Niehoff’s M 85 rod breakdown drawing machine is the most widely used rod breakdown machine in the world. It dates back to 1963 when the company launched single-wire drawing machines with several drafts. Since then, the M 85 has undergone continuous further development, while Niehoff has acquired broad experience in wire drawing technology. The M 85 is designed for one wire; the MM 85 sister version is built for two wires.
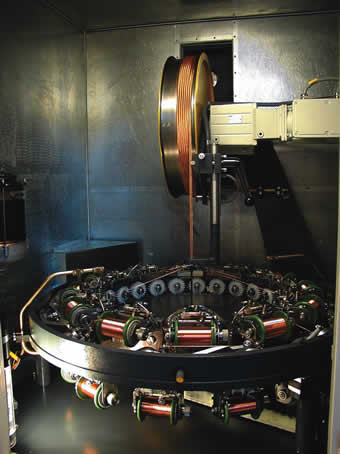
Minimised-slip rod breakdown drawing machines Type MSM 85 have been in industrial operation since 1998 (see Figures 1, 2 and 3). The MSM 85 was developed to draw copper, copper alloy, and aluminium alloy rod to a final diameter of 1.0mm to 4.5mm. Each capstan is equipped with its own AC motor. It is thus possible to control the drawing operation so that the speed of rotation of each capstan equals the running speed of the wire, thereby minimising the slippage which would otherwise cause damage to the wire surface.
Capstans not in use can be switched off. The drawing operation is slip-minimised and the total energy consumption of these machines is about 15 to 20% lower than that of conventional gear-driven rod breakdown drawing machines. An indication of the high-tech functionality of the MSM 85 is the fact that it is also used for production of superconductor wires.
Multi-wire drawing A pioneer of multi-wire drawing technology, Niehoff in 1977 presented its first multi-wire drawing machine for copper wires. Initially, one machine was able to produce eight copper wires in a single pass. Now there are versions of the MMH multi-wire drawing line which can draw, anneal, and take up as many as 32 wires at line speeds up to 40m/s. Users of a multi-wire drawing machine are not only able to produce wire more economically; they can also produce wires of higher quality.
Niehoff offers an MH 120 two-wire intermediate drawing line (see Figures 4 and 5) with an RA 200 annealer for aluminium wires. This line can reliably draw wires of up to 30 different aluminium alloys in diameters from 1.6mm down to as little as 0.1mm. The experience gathered from this line enabled the company to develop a multi-wire drawing line for the simultaneous drawing of eight aluminium or aluminium alloy wires in diameters from 2.5mm down to 0.16mm, with subsequent annealing.
A difference between the MMH 104 version for aluminium and aluminium alloys wires and the MMH version for copper wires lies in the use of special die holders and built-in drawing capstan sprayers (Figure 6). These are tailor-made for the specific requirements of aluminium wire drawing. The machine can be run with either drawing oil or drawing emulsion and is able to connect two separate drawing lubricant supply systems. Features include a vacuum system for extracting oil mist from the drawing area and returning it to the drawing lube system. This machine is designed for a maximum speed of 31.5m/s.
Superfine wire drawing The Niehoff range of drawing machines is rounded off by the MKN 101 modular wet drawing machine (Figure 7) for superfine wires made of copper, aluminium, and precious metals and their alloys with a minimum final diameter of 0.020mm. The standard model of the MKN 101 has 21 drafts and can be delivered, depending on the wire material, with a wire elongation of 6%, 7%, 9%, 12%, 14%, or 16% for each draft. A particular feature of these machines is extremely high-accuracy production, ensuring very smooth running properties and good process reliability.
In-line heat treatment Because drawing and annealing are linked in the wire production process, Niehoff has developed annealers for various applications capable of annealing from one to 32 wires. The company has available various in-line annealers designed for the requirements of copper and copper alloys as well as aluminium and aluminium alloys. Design principles and particular solutions A special feature of the RM series of multi-wire annealers from Niehoff is that they can be automatically switched to two-zone or three-zone annealing mode for energy conservation. In practice, heat treatment of copper wires by the continuous resistance method consists of pre-heating, main annealing (in which re-crystallisation takes place), and, in some cases, post-heating. Accordingly, the annealing function is broken down into three zones. When the wire leaves the main annealing zone it is cooled with a cooling emulsion, which is then blown off by means of air nozzles. To ensure that no residual moisture remains on the surface, the wire is heated once again in the third (post-heating) zone. All the moisture is vaporised, and the wire reaches the take-up station completely dry. In the case of wires with diameters of more than 0.25mm, the residual heat in the wire is sufficient to vaporise the moisture. These wires can thus be reliably annealed in just two zones, with a corresponding savings in energy costs. The RA 501 continuous annealer working in MSM 85 single-wire and dual-wire drawing lines for aluminium rod is based on a two-zone annealing principle. An encapsulated protective atmosphere section through to the end of the annealing operation prevents all possible oxidation of the wire surface. Each contact pulley is driven by its own AC motor, for a wire surface of outstanding quality and a longer life for the contact bands. Automatic cleaning and an oscillating movement of the wire on the contact pulleys also help to prolong the life of the contact bands. The MMH 104 eight-wire drawing line for aluminium wires is used in combination with an RMA 201 continuous resistance annealer designed for aluminium and aluminium alloy round wires, and works on the two-zone annealing principle. The annealing sections are kept short, and the entire wire section up to the end of the annealing operation is fully sealed off from the outside to prevent oxidation on the wire surface. Nitrogen provides the protective atmosphere. Each contact pulley is driven by its own AC motor for optimum adjustment of the wire speed to the properties of the various wire alloys. The R 501.3 continuous resistance annealer, built in single- and double-wire versions and working on the three-zone annealing principle, is intended for round wires made of such copper alloys as brass, bronze, and nickel silver. It is designed to be used in combination with a rod drawing machine. The protective atmosphere is activated in the pre-annealing section in order to avoid all oxidation of the wire surface. The contact pulleys are individually driven, ensuring optimum adaptation of the wire speed of various alloys with their different thermal expansion values. The R 501.3 continuous resistance annealer is offered with an extended cooling section as an option for wires with lower thermal conductivity. The joint-venture company Niehoff Bühler GmbH NBM builds induction annealing systems and combined in-line plants for the production of round and flat wires of copper alloys such as brass, bronze and nickel silver, low-alloy copper materials, and special metallic materials including heating conductor and resistance alloys. The company has helped producers achieve notable improvements in quality and efficiency on an industrial scale. Outlook The ever-higher requirements imposed on wire and wire products have earned wire the status of a high-tech product playing an indispensable role in practically all areas of life. In-line drawing and annealing offer a number of advantages for wire quality and productivity. With its international position as a leading manufacturer of machinery and equipment for the wire and cable industry, Niehoff has always cultivated close contacts with a broad spectrum of wire and cable producers. The experience thus acquired is returned to the producers of nonferrous wires in the form of state-of-the-art technical systems. About Niehoff Maschinenfabrik Niehoff GmbH & Co. KG develops and builds machinery and full lines for drawing, annealing, galvanic plating, bunching, spooling, and braiding of nonferrous wires, as well as machines for stranding and coiling of insulated conductors. The company is certified for compliance with the quality standard DIN ISO 9001 and the environmental protection standard DIN ISO 14001. It has over 500 employees and is represented by seven subsidiaries or sales and service centres in all the major markets. In addition to its machinery and equipment for the production of wires and cables, excepting only extruders, Niehoff and its partners offer reliable consulting and comprehensive support services. These range from basic design and planning to the handing over of complete turnkey cable factories.
|
||||||||||||
|
||||||||||||