Introduction
Practical advice, prepared from IST (Institute of Spring Technology)’s daily experience of providing solutions to spring manufacturers' problems, is offered on subjects that are not fully tackled in text books. Some of these "cautionary tales", have previously been published in "springs", and it is those that prompted the greatest response that have been compiled into this paper, and a new tale has been added.
Topics covered are:
- Torsion spring life prediction;
- Hydrogen embrittlement risks;
- Differences in spring material usage around the world;
- Zero defects in spring wire.
Torsion springs: life prediction Predicting accurately the service life of torsion springs is problematic because of uncertainty about how this type of spring will react with its supporting mandrel. There are some Goodman diagrams and relaxation data available to help with this task, but giving accurate advice to the end user about the performance they can expect from a new torsion spring design would obviously be helpful. Life testing prototype springs in their service environment will certainly achieve this objective, but are there any shortcuts? The unhelpful answer to this question is: yes and no. Testing a new torsion spring in-situ is always the best, but most expensive option. However, if a CAD check shows a large margin of safety, as in the Goodman diagram 1, testing should not be necessary if the design life is less than 30 thousand cycles.
Goodman diagram 1
On the other hand, it would be advisable to test if the design life for this spring were one million cycles, where the safety margin is small. This is because nearly all torsion springs operate on a mandrel or have significant contact points with the apparatus in which they operate, and so wear is almost inevitable. There are no reliable rules for predicting wear, and wear will be significant in some torsion springs, but less so with others. Wear will lead to loss of section and thereby increased stress, and an increasing risk of fatigue as the utilisation of the spring progresses. Some other factors to take into account when deciding whether testing is necessary to predict life are listed below:
a) The Goodman diagrams shown are for a spring with tangential or axial legs. Torsion springs with internal radial legs will perform slightly better than the Goodman Diagrams. Those with external radial legs will perform much worse.
b) Impact loading will significantly reduce spring life.
c) Torsion springs often operate at very high stresses and so relaxation may impair function.
d) Stress relieving temperatures after coiling should be relatively low (~ 200 - 240°C for drawn carbon steel) to retain the beneficial residual stress from coiling and thereby maximise fatigue life. The exception to this advice is when the torsion spring has external radial legs. In this case the residual stress from leg forming is adverse, and so stress relieving temperatures should be as high as possible (i.e. 300 - 350°C for drawn carbon steel).
e) Wear at the contact positions in larger torsion springs may be high enough to set up Herzian stresses, and these can lead to failure adjacent to the wear.
f) All the foregoing advice applies to torsion springs operated in the wind-up direction. Performance in the unwind direction is very poor indeed, and great caution should be used. The Goodman diagrams are not applicable in this direction.
Goodman diagram 2
Hydrogen embrittlement: Might your components be at risk?
The following quote is necessarily anonymous, but it has had many authors from all over the world! "I’ve been making this spring the same way for twenty years without any problems, and now you tell me a few springs from a recent batch have failed due to hydrogen embrittlement, and its due to the process used in spring manufacture. How come? I haven’t changed anything". Three or four times every year, IST hear this familiar litany. Hydrogen embrittlement is the most misunderstood failure mechanism in springs. There is a risk, often very small, that some springs will be susceptible to it. Despite this, IST purvey the philosophy that "if a spring manufacturing process route works well, then don’t fix it", unless the small risk of failure is unacceptable to the end user, or you seek to achieve a continuous improvement in the quality of your products.
The point of this cautionary tale is to identify those processes that give rise to a small risk of hydrogen embrittlement. It is necessary, firstly to confirm that hydrogen can arise due to the reaction of a strong acid with spring hard steel, or due to an electrolytic process. Examples used in the spring manufacturing industry include:
- Cleaning in acid: hydrogen evolution is certain, but the risk is quite small if the acid is dilute and inhibited. Cleaning in an alkali or by a mechanical method are viable alternatives that give rise to zero risk.
- Phosphating: hydrogen evolution is certain, but the risk of embrittlement is small because a phosphate coating is porous to hydrogen. De-embrittlement heat treatment according to ISO 9717 and/or avoidance of loading a spring soon after phosphating reduces the risk.
- Electroplating and de-embrittlement: hydrogen evolution in electroplating is certain, but if de-embrittlement is carried out according to the rules given in ISO 9588, then the risk of embrittlement is small. Note that springs with a pearlitic microstructure (drawn carbon steel) or a bainitic structure (austempered) are at a much lower risk than steels with a tempered martensite structure. Electroplating silicon chromium steel, which has a tempered martensite microstructure, gives rise to such a high risk of hydrogen embrittlement that whatever the de-embrittlement treatment, IST have never seen a plated silicon chromium spring in one piece!
Corrosion of springs will only give a risk of hydrogen embrittlement if the corrosion occurs in acid conditions with limited access of oxygen (air). It is certain that many spring-makers will manufacture products that have a small risk of hydrogen embrittlement. Beware of that risk, and ensure the risk is minimised. Apply de-embrittlement rules carefully - if 4 hours de-embrittlement has been OK, but the rules say 18 hours, change to 18 hours and reduce your risk. Don't use a dip in 50% hydrochloric acid as the final stage of cleaning. Alkali or mechanically cleaned springs before coating in preference to acid cleaning, remember de-embrittlement treatments do not drive away all your hydrogen - these treatments reduce the risk significantly, but the standards tell you clearly that they don’t eliminate the risk.
Finally, some metallurgical labs will tell you that hydrogen embrittlement cannot be diagnosed for certain in failed springs or other components. In 98% of investigations, IST can give a clear diagnosis of hydrogen embrittlement. However, be aware that for every instance where IST are asked to confirm that hydrogen was the problem, almost half of the failures are shown to be fundamentally due to some other cause.
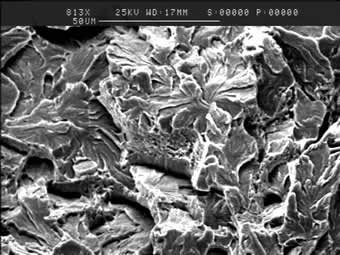
Scanning electron photograph showing a predominantly quasi-cleavage fracture due to hydrogen embrittlement, in this instance initiated by corrosion. Note the small proportion of ductile microvoid coalescence, the proportion of this ductile fracture mechanism usually increases as one moves away from the fracture origin in a hydrogen embrittlement failure
Hydrogen Embrittlement Myths
Further to the above, it is IST's experience that dubious stories abound about when there is a risk of hydrogen embrittlement. Here there is an attempt to dispel these myths, which are usually based upon an element of truth, but which do not tell the whole truth.
"My electroplating process is 100% efficient, and so there is no risk of hydrogen embrittlement and no need to de-embrittle after plating": the more efficient a process is, the less hydrogen will be evolved, but 100% efficiency is, of course, a myth. Electroplaters, should be encouraged to keep their efficiency as high as possible, but IST’s advice is that de-embrittlement after plating is definitely beneficial - de-embrittlement rules in ISO 9588 were drawn up to help you - ignore them at your peril. Remember that the electroplater who gives this advice plates mild steel most of the time, and the risk of embrittlement when plating soft steel is indeed zero - it is only steel with a hardness greater than 300Hv, or a strength level exceeding 1,000MPa that present a risk. All spring steel fall into this strength category.
"Austempered steel can be safely electroplated and there is no risk of hydrogen embrittlement after de-embrittlement heat treatment": certainly austempered microstructures (i.e. lower bainite) are significantly less susceptible to hydrogen embrittlement than tempered martensite at the same hardness, but the risk of hydrogen embrittlement is not zero. De-embrittlement heat treatments are very beneficial, but whatever the microstructure, the risk of the occasional spring from a large batch failing by hydrogen embrittlement is still present. In fact, structures of cold worked pearlite (e.g. music wire) are even more resistant to hydrogen embrittlement than bainite at the same hardness. None of the international specifications relate the risk of embrittlement to microstructure, only tensile (or hardness) is acknowledged as a contributing risk, which is an over-simplification, but nonetheless IST believe the de-embrittlement rules should always be followed for maximum security against failure in service.
"My customer reports fracture on assembly of a plated spring clip, and so hydrogen embrittlement is suspected - can IST confirm that hydrogen caused the problem": of course IST can do this - we do so two or three times per month on average, for someone around the world, and about 50% of the cases we investigate are not primarily due to hydrogen embrittlement. The latest example submitted to our laboratory was found to be a simple overload failure due to excessive force applied to the part during assembly. The fracture was as shown in Figure 1.
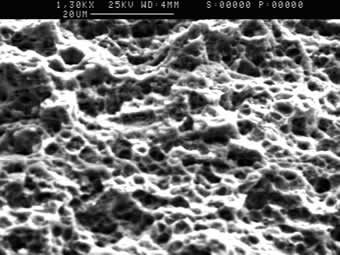
Figure 1: Fracture mechanism of a plated austempered CS70 spring clip. This ductile fracture is by microvoid coalescence (magnificent x 1.100)
Another recent example of a fractured spring clip was found to be due to hydrogen embrittlement despite all processing being carried out correctly including de-embrittlement. However, zinc was found on the fracture surface - this part had failed during electroplating due to the parts becoming tangled in a barrel, thereby putting some parts under stress during the electroplating.
Mechanical Plating gives no risk of hydrogen embrittlement
Now this is not a myth: IST have never found evidence that the mechanical plating process itself leaves a spring at risk, and this can also be said of Dacromet and Deltatone However, acid cleaning in 50% hydrochloric acid immediately prior to mechanical plating was blamed recently for the fracture appearance in Figure 2.
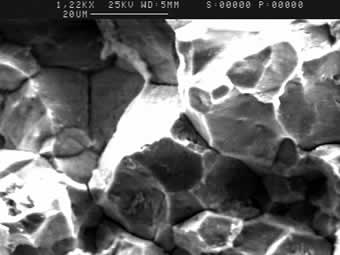
Figure 2: Fracture mechanism of a mechanically plated spring clip that had been acid cleared prior to plating. This brittle fracture mechanism is mostly intergranular with some evidence of grain separation (magnificent x 1.100)
Differences in spring material usage around the world
Have you ever thought: "I wonder if my competitors at home and abroad have better spring materials available to them?" The answer to this question is almost certainly a flat "no". It may be re-assuring to hear that the materials used for making springs are very similar the world over. There are no super spring materials used in one country that are not available elsewhere. In Japan, China, USA, Germany, Korea, Sweden, Italy, the spring materials used are so similar as to be indistinguishable. There are small differences in aspects such as tensile strength and surface quality in the standards for spring materials, but even these differences are being erased. Throughout Europe there is now only one EN standard for the supply of spring steel wire and spring grades of copper alloys, and soon there will be EN specifications for all spring materials. The DIN, BS, AFNOR, SIS specifications are being declared obsolete and are being replaced.
So, it must follow that the usage of spring materials is the same everywhere? Not quite, but globalisation of procurement by multi-national companies, the most important purchasers of springs, will further erode cultural differences in the selection of spring materials. IST observe that there are small differences in spring material usage - in the US more oil tempered wire tends to be used rather than music wire. In Japan the 302 stainless steel is nearly always nickel coated, but nickel coating is much less common elsewhere in the world. In the US 17/7PH stainless steel is more popular than in other countries. But these differences are slight. The most important cultural influence on the spring materials used is the fact that it is large end using companies who generally decide what material should be used, and not the spring manufacturer. That is the point of this section of the paper, it is not the expert who selects, but the end user. As already hinted at, globalisation of purchase policies is going to increase this trend. It is not the expert spring manufacturer that decides on spring materials - they may supply advice - but the ultimate responsibility for selecting spring materials (and spring designs for that matter) lies with end users. It is IST’s experience that between 10 and 20% of all springs are made from non-optimum materials.
It is the users of springs who need better education in spring material selection. Commercially it is often advantageous to quote for manufacture against a requirement clearly stated on a drawing. Of course if the spring has no possibility of functioning, the spring manufacturer will point this out. If, on the other hand, the spring will work, but the spring material is not the best for the job, then the commercial reaction in most countries around the world is to quote for supply of exactly what our customer has specified, especially when the application for the springs is not disclosed. The end result is all too often as presented in Figure 3.

Figure 3: This spring, designed within normal design rules, was made to drawing for an application that was not disclosed by the end user, so the spring maker could not advise of the risk of fatigue failure after 120 thousand cycles. If material suitable for a dynamic application had been used the spring would have survived for the required 200 thousand cycles
Zero defects in spring wire
A spring manufacturer purchased a quantity of wire for a safety critical spring application. The wire certificate states that the wire is to ND quality, meaning that it contains no defects deeper than 1 1/2% of wire diameter. According to IST's spring design program, this wire quality should be satisfactory for the spring, so the spring-maker produces the required springs accurately to the drawing requirements. In due course the springs fail in service, and an independent laboratory observes that the spring wire contains defects greater in depth than the 1 1/2% permitted. The end user of the springs will complain to the spring-maker who, not unnaturally, will refer the problem back to the wire producer. On the face of it, the culpability and responsibility of the wire drawer in this situation are quite clear. However, there is a need to be aware of the normal custom and practice of all producers of ND quality wire. Their quality procedures, carried out in accordance with (ISO 9002), are to take samples from the front and back of all rod coils to check the depth of any surface defects in the wire.
They obviously cannot destructively check the wire quality in the centre of a coil, and it is certainly possible that a surface defect greater than the permitted depth can be present in this position, whereas it was completely absent at the ends. It should be emphasised that this occurrence is rare today, because steel-makers' procedures are excellent for ensuring that significant surface defects are eliminated. Nonetheless, the wire producer has taken all reasonable precautions to ensure that the wire supplied conforms to the ND surface quality requirements and, by issuing a certificate, has accepted responsibility of the quality of the wire. The point of this cautionary tale is to draw to the attention of both spring manufacturers and spring users what is meant by the ND label on a coil of wire and its certificate. It means that the wire producer has taken all reasonable steps to check that the wire conforms to ND surface requirements and that, in the vast majority of instances, the whole of the wire will conform.
The question now needs to be asked, what can be done about this problem in these days of product liability legislation and the demand of manufacturers for "zero defects"? The possible answers appear to be as follows:
- For a safety critical spring, wire should be purchased that has been fully tested (e.g. by eddy current methods), so that certification is available that the wire contains no defects deeper than 40 microns. If the wire diameter is less than 2.67mm diameter, then this method cannot reliably detect defects of the critical depth. At larger sizes 20 - 30 micron defects will not be reliably detected either, and in highly stressed springs this size of defect is certainly sufficient to initiate fatigue failure.
- A statistical proportion of the springs made, representing additional sampling points along the wire, could be tested either for surface defects or for conformance to a "fitness for purpose" test specified by the end user. This approach provides a significant improvement in the statistical validity of the results compared with the results from end samples available to the wire producer.
Naturally, both these options will add cost to a safety critical product, but can anyone accept the small risk of producing a product that could fail in service?
|
