Introduction
The British company BWE Ltd developed its Conklad™ continuous extrusion process in 1984 for the production of aluminium clad steel wire. The first unit was installed in 1985; by 1998, some 22 systems had been supplied. Early units were relatively simple and required continuous operator attention to maintain the correct running conditions. Start-up and shutdown required operator intervention, and careful manual control was necessary to achieve a successful start without wasting too much wire. Over the years, controls have been to regulate the process and improve the ancillary equipment.
Continuous extrusion: ensuring the correct process conditions
In 1999, the company launched "Smart A.S. Wire Conklad" continuous extrusion, which "learns" the correct process conditions for the wire being produced and is capable of start-up, self-regulation, and shutdown without operator intervention. The basic process consists of hauling a steel wire core through a Conklad continuous extrusion machine, which extrudes aluminium over the core to form a metallurgical bond between the two metals.
For this to occur, certain conditions must be met:
- The aluminium must be extruded into the working zone at the correct temperature and must form a concentric annulus around the wire;
- The die must be designed to produce relative shearing between the aluminium and the steel to encourage bonding (similar to friction welding);
- The wire must be preheated, since little diffusion will occur if it is at room temperature. At the same time the wire must not be too hot or the properties of the steel will be affected;
- The pressure in the working zone must be high enough to achieve bonding (but not too high, which can result in a wire break) and must be stable;
- The correct amount of aluminium must be delivered.
The first two criteria are adequately provided for in the tooling geometry, which imposes the required amount of mechanical work for proper extrusion temperature and ensures that the annulus is concentric. Control of the induction heater to pre-heat the wire is relatively simple It involves a feed-forward control programmed with the characteristic curve of the induction heater, together with feedback from an optical pyrometer which measures the resulting wire temperature.
The pressure in the working zone and the correct amount of delivered aluminium are initially established by the tooling geometry and machine operator. Pre-1999 machines were equipped with two modes of operation:
- Manual: The operator directly controls the wire speed and the Conklad continuous extrusion machine speed. The machine speed affects both the rate of aluminium delivery and the cladding pressure;
- Volumetric: The ratio of wire speed to Conklad speed is fixed. The operator is able to ramp the Conklad continuous extrusion machine up and down, with the wire speed automatically following.
A new Conklad machine
In 2000, BWE introduced "load sensing" mode, whereby the Conklad machine is continuously monitored and small adjustments automatically made to the aluminium-steel wire ratio to maintain the correct extrusion pressure. The first system was commissioned in 2000 in Europe. When the plant was fully operational, using manual and volumetric modes, the first load sensing run was carried out, allowing the computer control system to completely take over regulation of the line.
The results exceeded all expectations. Conventional cladding lines produce 5- to 10% flash (aluminium leakage). Under load sensing control, the new system had produced two tonnes of perfect clad wire with only 0.8% flash. To ensure that 100% coverage of the wire would always be maintained, the system was adjusted to operate with a very low 2- to 3% flash. Several more runs confirmed that the system was making all the right adjustments, and analysis of the product showed that the quality was both high and consistent throughout the run.
The next step was to tackle the problem of start-up and shutdown. Conventional start-up consists of the following steps:
-
Close the extrusion shoe;
-
Start the extrusion wheel (without feeding aluminium);
-
Bring the steel wire up to start/stop speed (about 25% of running speed);
-
Wait for the induction heater to develop power;
-
Feed the aluminium;
-
Wait for a few minutes while the extrusion wheel warms up;
-
Adjust the extrusion wheel speed for the correct amount of aluminium;
-
Engage volumetric control;
-
Increase to full running speed.
Operator skill is required to achieve a successful rapid start-up. If the aluminium is fed too quickly it will not bond, and there is risk that the resulting loose sheath will become tangled in the air wipe or around a guide roller. In such a case, the run has to be aborted, the tooling changed, and the line re-strung. If the operator waits too long, wire is wasted. At the start of the run the correct conditions for bonding will not be achieved until the extrusion wheel is up to temperature, so the first part of the clad wire is always waste. Typical waste figures for a conventional line are 300 metres of unclad wire and 200 metres of clad but not properly bonded wire.

Section of aluminium clad steel wire made by the Conklad process |
 Sample of OPGW showing inner reinforcing
Sample of OPGW showing inner reinforcing
layer of Smart A.S. Wire |
The length of unbonded wire was reduced by computer control of the extrusion wheel cooling to minimise warm-up time. It was quickly realised that the load sensing system could also "decide" when to accelerate to full speed, since it was well known that Conklad continuous extrusion machines start with a high load that falls as the wheel warms up. It was then a simple matter of putting the remaining operations - such as starting the extrusion wheel, starting the wire, and feeding the aluminium - under computer control to completely automate start-up. Because all BWE machines are equipped with a powered in-feed system this was relatively easy.
Fully automated start-up now became a matter of:
Wasted lengths of unclad and unbonded wire were both halved. Conventional shutdown consists of the following steps:
-
Slow to start/stop speed;
-
Cut the aluminium feed;
-
Wait until the aluminium in the extrusion wheel is exhausted;
-
Stop the steel wire;
-
Stop the extrusion wheel;
-
Open the extrusion shoe.
Approximately 50 metres of unbonded wire is produced at the end of each run as the aluminium is exhausted. If the operator can achieve a clean shutdown without loose sheathing tangling anywhere in the line, or excess aluminium being left in the extrusion chamber, then the steel waste can be eliminated by welding the new drum of wire to the end of the previous one. Most practised operators can achieve this three times out of four. But on the fourth occasion he has to change the tooling and re-string the line.
Any wire remaining on the previous drum is wasted. Speeding up the shutdown would reduce this by allowing the operator to safely run closer to the end of the drum. A rapid shutdown procedure was developed under computer control. Again, the fact that BWE machines are equipped with a powered guillotine for cutting the aluminium feed made this relatively easy. Fully automated shutdown now became a matter of "Press the Auto Stop button."
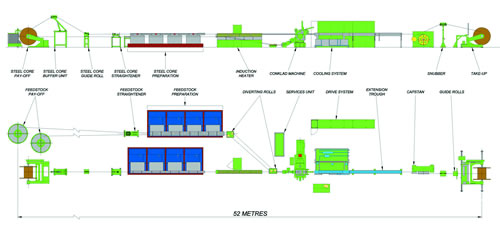
Typical layout of a Smart A.S. Wire production line
A clean shutdown every time
A clean shutdown was achieved every time and the operator was able comfortably to clad to within the last five wraps on the drum. The final step was to make the system operator friendly. Entering pages of control settings into the computer was clearly not the answer. The operator knows what he wants to happen in real-world terms, not in the numerical representations required by the computer.
The solution was to let the operator show the automated system for Smart A.S. Wire what he required. The first start was carried out in the conventional way, with the operator setting the start/stop and full running speeds as well as the aluminium-steel wire ratio. After engaging load sensing control, the computer took over line regulation and, a short time later, announced via indicator lights on the control console that auto start and auto stop were available (having first ensured that all necessary settings had been acquired, and that the process measurements were within control limits and stable). Subsequent starts were then carried out automatically, using the operator's settings but achieving full line speed much faster.
In this instance, BWE's customer wanted fixed lengths of clad wire on each drum. A simple 'Auto Shutdown on Product Length' order was entered, enabling whole drums to be produced from start-up to shutdown with one press of a button and no operator intervention. Clearly, Smart A.S. Wire™ lines are a logical forward development from BWE's industry standard Conklad continuous extrusion line, offering increased efficiency, reduced waste, and consistent high product quality.
Smart A.S. Wire and Conklad are trademarks of BWE Ltd, UK
|
