Introduction
Founded 20 years ago, Dr.-Ing. Klaus Brankamp System GmbH,
Germany, is a manufacturer of process monitoring systems
that find particular use as measuring instruments in industrial
manufacturing. Brankamp offers a wide range of hardware for
product quality, as well as such computer-aided quality control
software as SPC and PMV (all CAQ modules). For guaranteed
quality, most of the company’s monitoring units feature
large LCDs to allow process observation, especially important
in the metal working industry. Those units are designed for
all cutting, pressing, cold forming, and assembly processes.
Brankamp, which recently began the exclusive marketing world-wide
of the new ProcessMonitoring® systems of the US company
Textron, is recognised as the pioneer of process monitoring
technology and is the only company to develop and produce
systems for all branches of the metal processing industry.
Brankamp systems are intended to prevent process errors;
or, if malfunctions occur, to immediately switch off the
machinery, thereby averting or limiting any damage. “This
new piece of equipment will enable us to offer our customers
an even larger product range in future”, Brankamp's
authorised signatory Hans-Peter Schneider told EuroWire.
This article reviews the advantages of Brankamp process monitoring
with flaw detection by the eddy current technique.
Measurably fewer downstream flaws
The combination of process monitoring and flaw detection
by the eddy current technique constitutes an efficient and
economical method for detecting material flaws in safety-relevant
component parts, without any reduction of production speed.
Downstream flaws - which are especially time-consuming, labour-intensive,
and expensive - may thereby be considerably reduced.
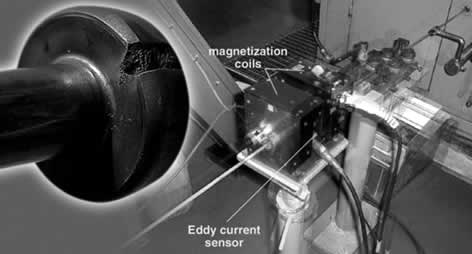
Eddy current sensor and magnetization coils in the wire
feeder section.
Flaws in wire material may cause cracking
during forming
More stringent quality requirements for cold forming have
resulted in specifications, which often stipulate safety-component
parts completely free from cracks or flaws. Since minor material
deficiencies (such as longitudinal, transverse, or surface
cracks) have little influence in forming and its associated
pressing forces, additional flaw detection is becoming necessary
for such components.
Advantages of flaw detection upstream of the press
Flaw detection may be accomplished by a number of different
methods, either on the input material (such as the wire before
pressing) or on the eventual formed part. Eddy current testing
of the wire material - prior to shearing and forming - of
the incoming material directly on the machine is an automated,
economical process. Its great advantage is the testing along
the full length of the component part. By contrast, single-part
inspection in the formed condition provides only partial
testing for flaws or cracks because of the complex geometry
of the individual parts.

Brankamp PK 550 Process monitoring system with wire flaw
detector
For flaw detection, the wire is uncoiled from the reel and
passed through the straightener, the magnetisation unit,
and the circular coils. The material is examined by non-contact
eddy current testing for a variety of material defects (cracks,
pores, fins, seams, etc.). When a defect is found on the
wire material, a fault output signal is generated for evaluation
by the Brankamp PK 550 process monitoring system.
Adjustable sorting tolerances
The machine operator need only enter the appropriate spacing
of the eddy current sensor as determined by, for example,
shearing stage or desired cutting length. These values define
how many strokes a defective wire section will require until
shearing and subsequent forming. A sorting tolerance may
be adjusted to control the time of opening of the sorting
gate. In a sample case, the sorting gate will open four sections
before the defective section, and will not re-close until
four strokes after the non-conforming part. Inaccuracies
in wire feeding and ejection of the parts up to the sorting
gate are thereby compensated. Higher sorting tolerances will
ensure that all non-conforming parts are reliably sorted
out, even in instances of large spacings between eddy current
sensor and sorting gate.
Sorting queue with flaw detector (1) and sorting gate
(2)
The basic record for process monitoring contains data on
the number of forming stages and the spacing between sorting
switch and the last pressing stage. Brankamp’s PK unit
will monitor all machine stages and detect typical process
malfunctions during forming. Additionally, the company’s
Quattromatic envelope-curve method permits head cracks to
be detected. These are caused during heading by the cracking
of wire sections not damaged earlier. The inner envelope
curve ensures that minor changes of force will be detected
and utilised for actuation of the sorting gate following
the forming operation. Simultaneous sorting is useful here,
since a nonconforming part may be detected either by flaw
detection or by the process monitoring associated with the
various forming stages.
Clear display aids interpretation of results
The Brankamp PK 550 system also enables the operator to
check the results of flaw detection and hence to perform
sorting right on the display. The sorting “queue” will
indicate the cracked wire areas, so that the defective parts
may be removed systematically at the sorting gate and the
monitoring results on the component parts checked directly.
Flaws or cracks in the wire will be more readily visible
on the formed part. This permits more accurate interpretation
of faults than is possible, for instance, with wire sections
sorted out before forming. Also, the load distribution inside
the press will be influenced by rejected sections. This results
in more consistent product quality.
Conclusion
Because the quality of wire materials can fluctuate widely,
a combination of Brankamp process monitoring and materials
flaw detection can provide the wire-making plant with a significant
protective mechanism. With this technology installed, defects
in the range of 2% to 13% of the wire material have been
detected by eddy current testing and sorted out via the sorting
gate.
|


